"
"
Team:Cornell/project/drylab/components/fabrication
From 2013.igem.org
(Difference between revisions)
| (One intermediate revision not shown) | |||
| Line 15: | Line 15: | ||
</div> | </div> | ||
<div class="row last-ele"> | <div class="row last-ele"> | ||
| - | < | + | <h4>Materials</h4> |
A variety of materials were considered for the fabrication of the incubation chamber. For the outer and inner shell, it was necessary to use a material that was easily cleaned and maintained. The inner shell needed to be highly impermeable to moisture, so a humid environment could be maintained inside the incubator. For these reasons, we focused on metals and plastics. | A variety of materials were considered for the fabrication of the incubation chamber. For the outer and inner shell, it was necessary to use a material that was easily cleaned and maintained. The inner shell needed to be highly impermeable to moisture, so a humid environment could be maintained inside the incubator. For these reasons, we focused on metals and plastics. | ||
<br><br> | <br><br> | ||
<table> | <table> | ||
<tr> | <tr> | ||
| - | <th>Material</th> | + | <th>Material </th> |
| - | <th>Desired Thickness</th> | + | <th> Desired Thickness </th> |
| - | <th>Price/ft<sup>2</sup> in US dollars</th> | + | <th> Price/ft<sup>2</sup> in US dollars</th> |
</tr> | </tr> | ||
<tr> | <tr> | ||
| Line 82: | Line 82: | ||
<img src="https://static.igem.org/mediawiki/igem.org/d/d0/Cornell_DSC_0141.jpg" alt="material" style="max-height:none"> | <img src="https://static.igem.org/mediawiki/igem.org/d/d0/Cornell_DSC_0141.jpg" alt="material" style="max-height:none"> | ||
| - | < | + | <h4>Assembly</h4> |
HDPE plastic was cut to the proper dimensions in the Clark Hall machine shop at Cornell. The polystyrene insulation was cut with a jigsaw. Pieces were affixed to one another using a silicone adhesive. The outer shell was assembled from these pieces, once again using silicone adhesive. After the outer shell had thoroughly dried, the inner shell was put in place. <br> | HDPE plastic was cut to the proper dimensions in the Clark Hall machine shop at Cornell. The polystyrene insulation was cut with a jigsaw. Pieces were affixed to one another using a silicone adhesive. The outer shell was assembled from these pieces, once again using silicone adhesive. After the outer shell had thoroughly dried, the inner shell was put in place. <br> | ||
Latest revision as of 13:27, 12 October 2013








Fabrication
Materials
A variety of materials were considered for the fabrication of the incubation chamber. For the outer and inner shell, it was necessary to use a material that was easily cleaned and maintained. The inner shell needed to be highly impermeable to moisture, so a humid environment could be maintained inside the incubator. For these reasons, we focused on metals and plastics.| Material | Desired Thickness | Price/ft2 in US dollars |
|---|---|---|
| Aluminum Alloy 6061 | 0.125in | $17.71 |
| Unbrushed Stainless Steel Type 304 | 0.120in | $17.36 |
| Chemical Resistant PVC | 0.25in | $5.31 |
| Rigid HDPE | 0.25in | $3.86 |
We eventually settled on rigid HDPE. In addition to being the most cost-efficient material, HDPE is relatively easy to machine, especially when compared to metals. When considering insulation materials, we once again had a plethora of options. We were in need of something that could properly insulate without adding too much bulk to our incubator, so we planned to use insulation that was no more than an inch thick.
| Material | K-factor | Price/ft2 in US dollars |
|---|---|---|
| High Density Polystyrene | 0.20in | $1.71 |
| Rigid Fiberglass | 0.23in | $2.46 |
| PVC Foam | 0.22in | $9.59 |
| Aerogel | 0.105in | $19.57 |
Once again, we went with the most cost-efficient material, high density polystyrene, as it provided the best insulating properties for the price.
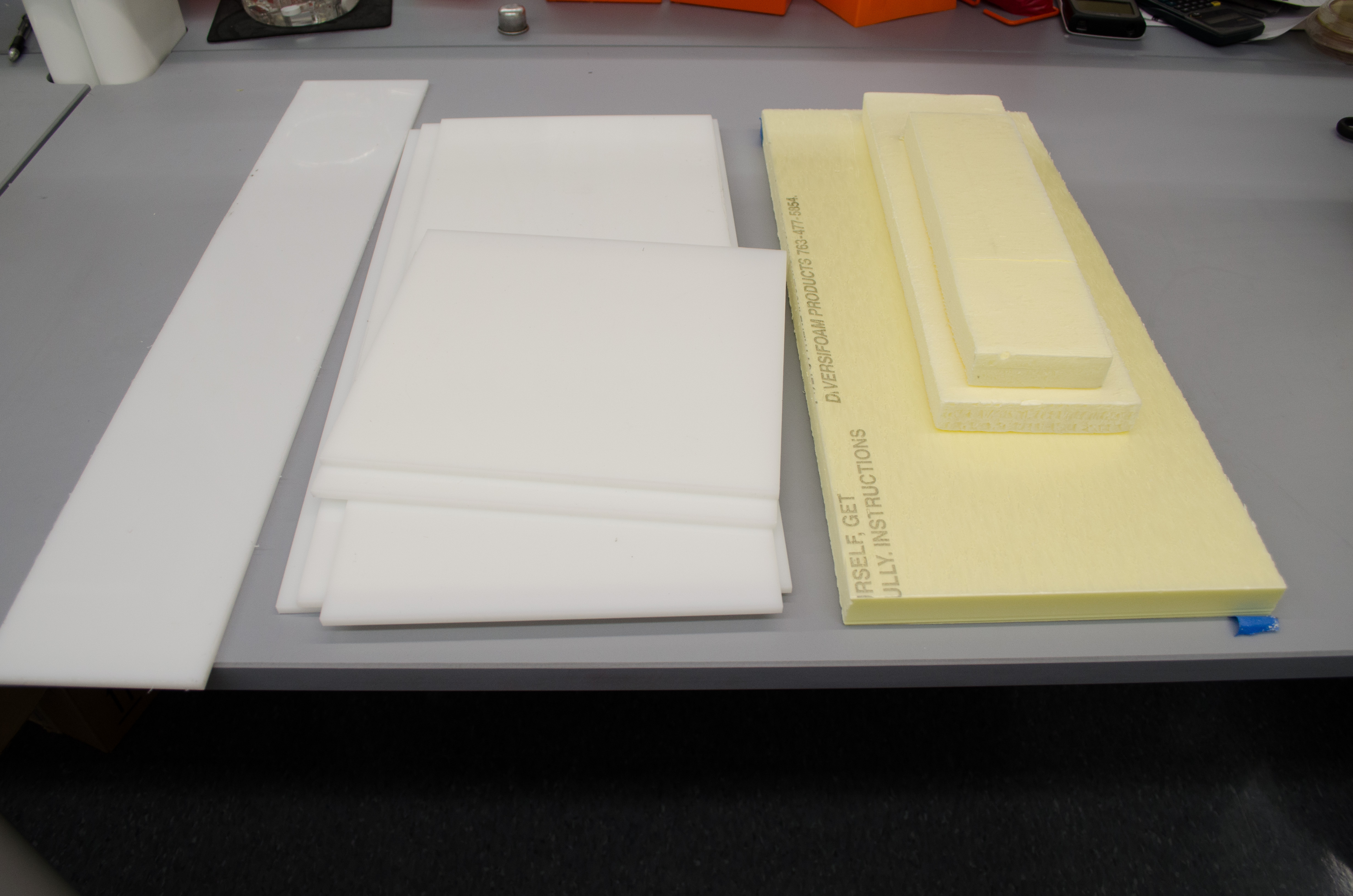
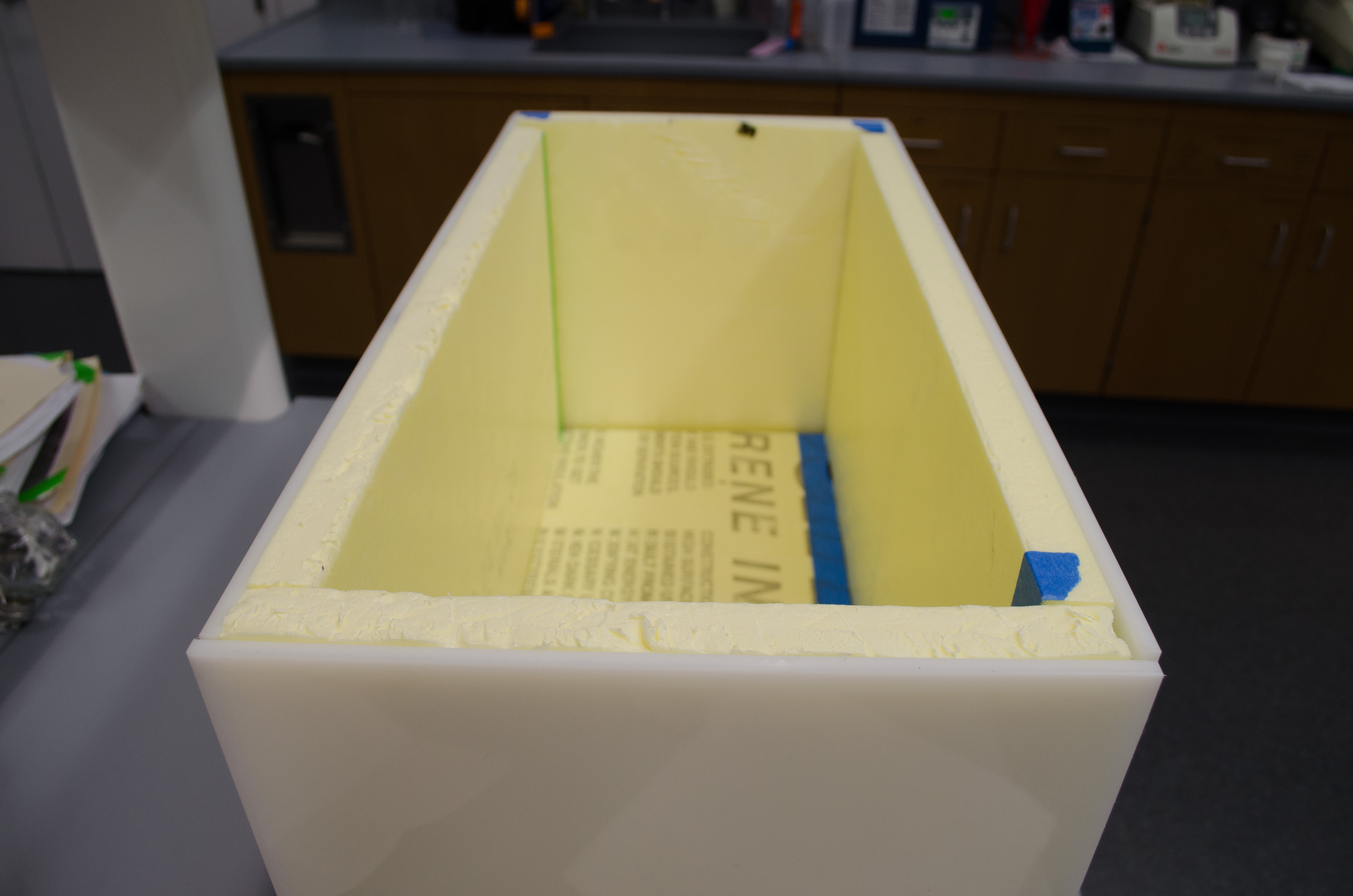
Assembly
HDPE plastic was cut to the proper dimensions in the Clark Hall machine shop at Cornell. The polystyrene insulation was cut with a jigsaw. Pieces were affixed to one another using a silicone adhesive. The outer shell was assembled from these pieces, once again using silicone adhesive. After the outer shell had thoroughly dried, the inner shell was put in place.