 "
"
Team:Edinburgh/Human Practices/Industries/Whisky
From 2013.igem.org



{kind=link}
Whisky industry and its importance in Scotland:
Spirits such as whisky have a much higher alcohol concentration, which is achieved by distillation. This is essentially a process of heating the liquid so that it forms a vapour phase enriched in ethanol, the more volatile component, and a liquid phase enriched in water, the less volatile component. The alcohol-rich vapour is removed and condensed to give a liquid of higher alcohol content. In the traditional process used to make malt whisky, the first step is to use malted barley to produce an unhopped beer of about 10% v/v alcohol. This is then distilled using copper pot stills in a batch process. Usually two stills in series are used. The beer is placed in the wash still and heated to produce an enriched fraction of 21% v/v alcohol called low wines. This is transferred to the spirit still, where it is further distilled to around 57% v/v alcohol. This raw spirit is then matured in used wine casks for several years (a minimum of three years in Scotland, but malt whiskies are matured for at least 3 years and often much longer), during which some compounds are absorbed into the wood and others extracted. Grain whiskies are made in a similar way, but some cheaper unmalted grain is added along with the malt. For distillation, large scale continuous distillation columns are used. These are called patent stills or Coffey stills, but the same technology has been widely adopted by the chemical industry, where these devices are known as reflux stills (or simply as distillation columns). The reflux still operates continuously, with the starting material fed into the centre of the column. The column is heated at the bottom of the lower section (the stripping column). Vapour rises through a number of stages to the top of the upper section (the rectifying column), where is condensed. A portion of the liquid is then fed back into the top of the column, where it drips down, contacting the rising vapour, so that at each stage there is a mixing of rising vapour and falling liquid. The column may contain actual physical perforated plates separating the stages, or may be packed with material such as metal or glass beads to allow good mixing of the vapour and liquid. The hottest part of the column, at the bottom, has the highest level of water and lowest level of alcohol, whereas the coolest part, at the top, has the highest alcohol concentration. Alcohol concentrations as high as 96% v/v can be achieved, but at this composition, water and ethanol form an azeotropic mixture, so higher concentrations can’t be achieved without adding a third component, which is never done if the product is a beverage. Patent stills produce a much cleaner product than pot stills, meaning that more flavour compounds are removed so that the product has a more neutral flavour. Very little grain whisky is sold as such; most is blended with a carefully selected mixture of more expensive and more strongly flavoured malt whiskies to produce blended whiskies, the most popular product.
'Scotch' whisky is a hugely valuable product, earning $5 billion in exports in 2006, a quarter of all food and drink exports from Britain. It has been said that the whisky maturing in bonded warehouses in Scotland is worth more than the gold in the vaults of the Bank of England.
Our visit to Glenkinchie distillery:
A major part of our Human Practices work was to evaluate if the system that we have created would be applicable in the industry setting. In order to do that we have visited Glenkinchie distillery located just 20 miles outside of Edinburgh (Figure 1).

Figure 1. Glenkinchie distillery is located in the rural area of East Lothian. Before the guided tour we have wandered around the site and admired the industrial architecture (Figure 2).

Figure 2. Aleksandra explores the premises of the Glenkinchie distillery. During the guided tour we have learned how the whisky production process is performed. It struck us that the industry is deeply traditional (figure 3). Successful creation of the final product is dependent on years of experience of staff members and their dedication.

Figure 3. During final stages of distillation the initial effluent containing harmful methanol is separated from desired ethanol. This is performed manually using the lever combined with two separate collection vessels (left). A traditional batch process of whisky production in the Glenkinche distillery museum (right) – currently just the scale is larger the appearance of devices used barely changed.
Waste treatment in the whisky industry:
While visiting the premises of the distillery we have tried to get as much information as possible on the way that waste products are being processed. Following a discussion with a staff member we have obtained following information:
- Primary solid waste products which are left following first step of distillation are used as a pasture for pigs. Apparently the heavy metal ion content is too high to use those to feed poultry or cows.
- The liquid leftover from both stages of distillation is passed via the water treatment facility located on site (figure 4)

Figure 4. Waste-water treatment plant located within the premises of Glenkinchie distillery. The water treatment is based first on an anaerobic fermentor which is followed by a set of coagulators. Following this treatment resulting liquid is poured into the stream that is passing the site. In order to evaluate the potential environmental impact on the environment we have collected water samples from upstream and downstream of the distillery (figure 5).

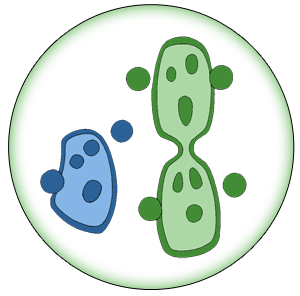
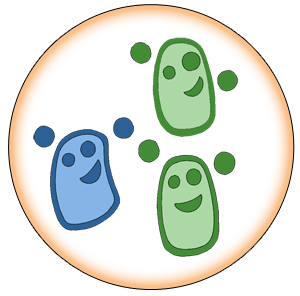
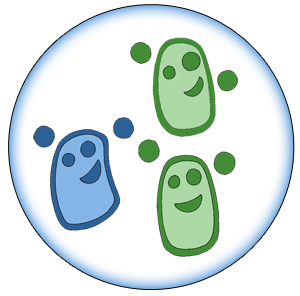
Figure 5. Top: Water sampling points. A- upstream of the distillery, B- downstream of the distillery. Interestingly, the area from distillery to sampling point B was fenced what prevented us from obtaining a sample from a point located closer to the disposal site. Bottom: our water samples! Water samples were plated out in order to establish any potential impact of the distillery on the microbiome of the stream (figure 6)

Figure 6. Downstream (left) and Upstream (right) plates. Slightly increased cell count of the downstream plates could be attributed to disposal of organic matter to the stream. However, the area surrounding sampling point could have potentially affected the result.
Is there a place for our system?: From our discussion and observation we have concluded that there is both place and need for the system that we want to create.

| 
| | | | 
|
| This iGEM team has been funded by the MSD Scottish Life Sciences Fund. The opinions expressed by this iGEM team are those of the team members and do not necessarily represent those of MSD | |||||